|
薄膜开关/面板薄膜开关/面板是一种新型高科技的开关,具有的装饰功能、标记功能;具有开关元件的开关及操纵功能之外,薄膜开关/面板还具有连接开关元件与主机电路的开关连线、引出线功能,具有读数显示透明窗、指示灯透明窗功能。由于薄膜开关/面板具有结构简单、外形美观、耐环境性优良、使用寿命长以及轻、薄、短、小等特性,因而顺应了现代电子仪器高集成度、高智能化发展的方向,故备受高科技产品的青睐。 |
||


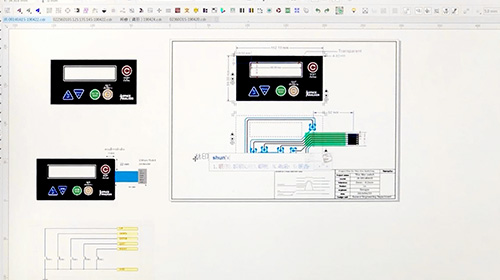
01.工程绘图
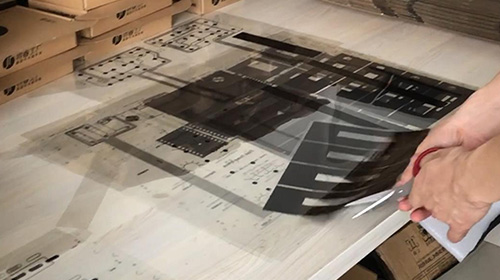
02.分色/制作菲林
03.开料
04.对色/调油墨
05.制作网版
06.丝网印刷
07.烘干
08.打定位孔/贴金属弹片,LED等
09.组装
10.冲切成型
11.功能测试
12.包装
13.发货
工程设计师,会根据订单的产品大小、数量、材料等,进行拼版,同时也需要考虑到面板间的间距和相关余量。 最终给到开料人员最终的拼版外形尺寸。
开料人员将根据生产拼版尺寸和材质,进行选材和开料裁切制作; 开料完成后,也会进行复核,确认无误后,再转交至丝印工序。

网版制作是采取感光浆直接制版法,制版员在绷好的网版上涂一定厚度的感光浆(一般为重氮盐感光浆),涂布后干燥,然后用制版底片与其贴合放入晒版机内曝光,经显影、冲洗、干燥后就成为丝网印刷网版。网版制作完成后,与菲林再次核对,复核无误后,转交至丝印工序。

丝网印刷基本原理是:利用丝网印版图文部分网孔透油墨,非图文部分网孔不透墨的基本原理进行印刷。印刷时在丝网印版一端上倒入油墨,用刮印刮板在丝网印版上的油墨部位施加一定压力,同时朝丝网印版另一端移动。油墨在移动中被刮板从图文部分的网孔中挤压到承印物上。经过多次不同颜色印刷后,得到最终客户需求的图案样式。丝网印刷是整个薄膜开关/面板图层制作的非常重要且核心的一步。
待丝印网版、材料、颜色油墨都齐全后,丝印员将根据生产工艺流程卡,按照颜色丝印的顺序,逐一进行油墨印刷,每完成一道颜色丝印,都需要进行烘干处理, 再转由下一道颜色丝印,直至所有颜色印刷完毕。
每一道颜色的丝印后,都会进行自检。无误后再转至下一工序。同时严格进行首件送检并100 %自检,丝印工序完成后将半成品送质检部进行半成品检验。待检验合格后,完成所有订单数量的产品丝印。

因为丝印的油墨是液态的,每次的丝印工序后有一个初步烘干处理,但是并未彻底烘干油墨。所以待所有丝印工序结束后,需要在烘箱内进行烘烤处理,直至油墨彻底烘干并固化。烘干后,将转序至打定位孔工序。

组装之前,需要在各层上打好定位孔,通过定位孔组装,可以保证薄膜开关面板的各层能很好的对齐,减少偏差,同时也能提升组装的成品率,减少报废率。
按键起凸:
因为薄膜开关主要起到按键开关作用,常常对按键进行打凸处理,这个可以是增强开关的触感,同时能提升客户快速定位按键的作用。打凸需要定制模具。返单或相同凸点位置的凸模可以重复使用。 起凸有冷起凸和热起凸。 冷起凸,常规按键选冷起凸即可,热起凸是用于遥控按键或者对按键手感要求高的。热起凸成本要高一些。 打凸的操作压力主要由打凸的下压时间、温度、气压来控制。
贴金属弹片:
客户选择弹片常用的有镀金和镀镍两种,也有镀银等弹片。客户选择金属弹片按键的开关,贴装员会根据订单图纸设计,选择合适尺寸的金属弹片,先用隔层胶与下线路粘合,同时将金属弹片固定在下线路焊盘上。
贴LED:
客户设计中,如果有LED的设计,待线路制作完成后,贴装员会根据图纸设计的颜色要求,选择LED。通过点胶、焊接至下线路上,LED焊接好后,也需要进行烘干处理。并进行点灯测试,测试无误后,转至组装工序。
银浆起凸:
通过“压凸”工艺,将上电路的按键的银浆圆盘,用模具压出一定的球冠状,形成凸起按键,银浆起凸需要借助到模具,特别是批量订单,需要专门定制起凸模具,可大大提升生产效率及产品质量的稳定性。
贴底胶、背胶主要是完成与客户机器部分的连接。补强分为不带端子壳或插针的排线尾端补强,主要是增强厚度或平整度,使产品与客户机器能紧密连接或粘合。
薄膜开关是由多层组成的,每一层都是单独制作,通常,薄膜开关由6层组成, 诸如:面板层(图形层)、面胶层, 上线路(银浆起凸层), 下线路 ( 银浆下线路 或 贴装好金属弹片或LED 的下线路层),背胶层等,
所有层最终是需要通过定位孔定位,按各层顺序进行叠装,上下对位好后,组装粘合在一起。

生产时的拼版尺寸,并非最终产品尺寸,组装后,产品会有很多余边,所以需要利用专用工具和设备如模切机,激光裁切机等设备,对薄膜开关面板所使用的面胶,键片胶背胶以及丝印片材的形状进行裁切,裁切是组装的基础。
对于样品订单,默认采用激光切割成产品最终外形及内部槽孔;对于批量订单(>=100pcs), 则采取刀模切割,产品尺寸会更加精准和一致性,切割边缘也会更平整,同时批量订单,分摊至单个成本会很低。刀模可以重复使用,只要返单或者同外形/槽孔的订单,可以共用刀模(外形模具),也能更加节省成本。

对于每一个产品,在包装之前,会进行100%功能检测。首先目检,看外型是否有偏差, 丝印不良,然后根据线路原理用检测仪每个按键逐个检测,看是否有断路、短路、电阻过大等问题,同时注意按键的灵敏度 ( 带锅仔片的要留意是否有双锅 ),带LED的检测灯是否亮或常亮及亮度不一等不良,注意与样品核对,每个产品要不间断的抽样做寿命测试( 通常测试到50万次便可确认为合格 )。

产品包装好后,转至发货部门,发货员会再次与系统订单的相关信息,诸如订单包,订单款数,每款数量。确保所有信息准确无误后, 将通过系统打印快递单号,同时将运单号录入系统。 如已订阅短信的,会自动发送短信,通知产品已发货。跟顺丰/跨越达成合作,为客户保障最快最安全的运输方式,让产品到达客户手中。
在薄膜开关面板制造的每一个流程中,都需要严谨的操作,每一个流程都离不开质检工作,最终才能确保成品的完美呈现。
一直在不断的提升生产效率,提升工艺能力,不断地满足越来越多的客户的需求。
会力做行业速度与品质的标杆,期待与客户一起共同成长。

地址:广东省东莞市黄江镇大冚村星朗路兴锐科技园1栋
邮箱:sales@bcgms.com

 2094155595
2094155595 0769-82937173
0769-82937173